

产品各类型号的【甘肃玻纤土工格栅】规格齐全,可根据用户需求开发、设计;
工艺标准化【甘肃玻纤土工格栅】生产流程,高度机械化、自动化作业,精良制作制造高品质【甘肃玻纤土工格栅】产品。
材料【甘肃玻纤土工格栅】原材料产品均选用国内优质产品,保证所配套的设备售后无忧。
管理实行ISO9001质量管理体系,标准化生产管理促企业发展。
技术实行严格的四道关质量检验,实行【甘肃玻纤土工格栅】行业生产标准:


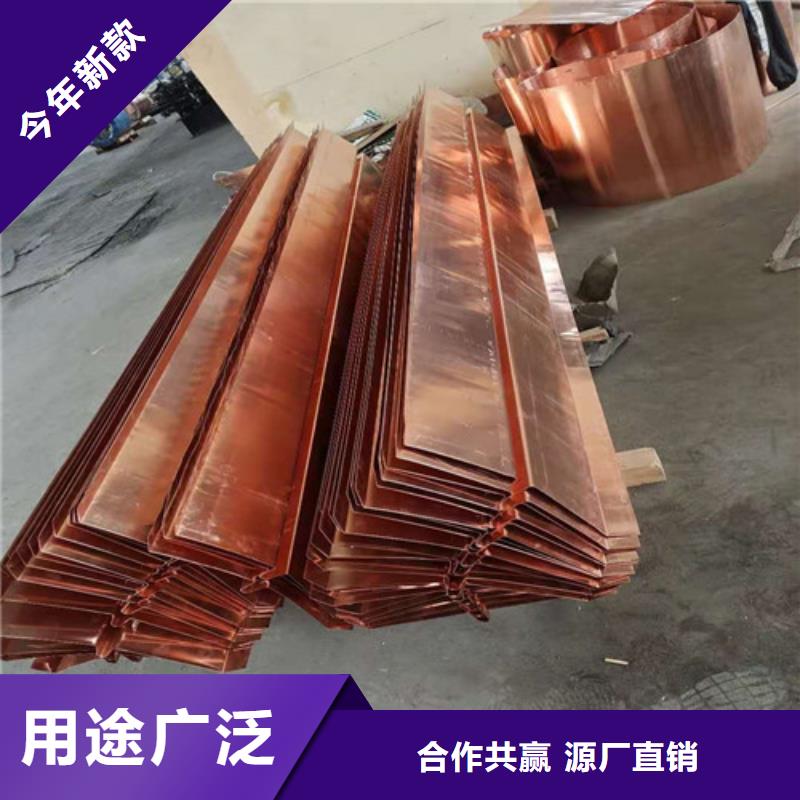
1、固定止水带的砼界面保持平整、干燥,安装前界面浮渣尘土及杂物,止水铜片的衔接根据施工图的规定,采取折叠、咬接或搭接,搭接长度不应小于20mm,咬接或搭接应采取双面焊,焊工需考试合格,焊接作业必须在递交试焊样品报请监理人批准后方可施焊。  用钢钉或胶粘将止水条固定在已确定的安装部位。但必须将有注浆管的面按放在原砼界面上。已埋入先浇混凝土块体内的止水片,应采取措施防止其变形移位和撕裂破坏,且止水片必须高出先浇块表面以上不少于20cm。大仓面浇筑中仓内伸缩缝止水片,应在混凝土浇筑前架设在预定位置上,并用钢筋等将其固定,不得因混凝土卸料或振捣发生移位。在浇筑混凝土时,应止水片周围混凝土料中的大粒径骨料,并确保混凝土浇筑质量







为适应某些时效强化型合金板带在生产过程中固溶淬火的需要,在热轧出口侧设置了冷水喷淋系统(亦称在线淬水系统)。它可以在较短的时间内使带坯的温度从700℃左右或更高的温度迅速降至300℃以下甚至更低。
为提高紫铜片止水带产品精度和表面质量,现代热轧机本体应用了电动压下、液压调的压下系统、轧辊分段冷却系统、液压弯辊或液压垫系统、强力夹持对中系统、立辊轧边系统及厚度自动控制系统,进一步提高了热轧机的装机水平和控制精度为生产高精度薄板带提供了可靠的保障。




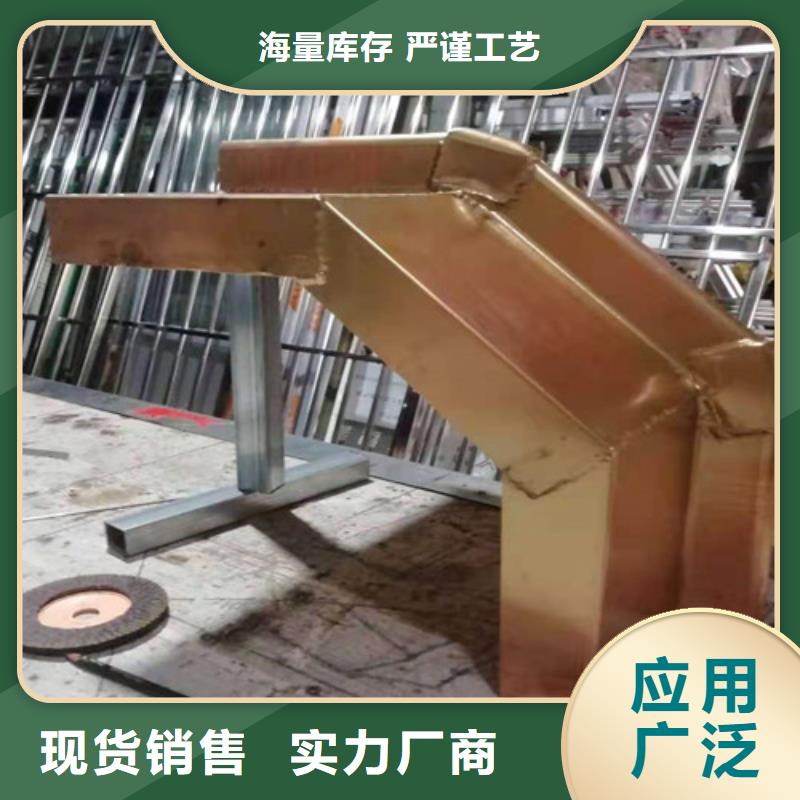
焊接紫铜管常用的就是对接接头,搭接接头和丁字接头尽量少采用。在气焊时,可采用两种焊丝,一种是含有脱氧元素的焊丝,另一种是一般的紫铜丝和母材的切条,且气焊紫铜管时应采用中性焰。在紫铜管手工氩弧焊前,应把工件焊接边缘和焊丝表面的氧化膜,油等脏物等都清理干净,避免产生气孔,夹渣等缺陷。清理的方法有机械清理法和化学清理法这两种。加工及销售铜合金铜材产品涵盖:各种牌号规格的铜板、铜带、铜排、铜管、铜棒、铜箔、异型铜材等几大类;铜合金类型产品有:无氧铜、紫铜、黄铜、青铜、白铜等。
